Fabric comprises more than 60% of the garment cost, and notably fabric defects are one of the major reasons for rejection or alteration of a garment. Fabric inspection is done in stores before it is issued to the cutting department; sometimes it is also done during spreading or at times the cut parts are also inspected. Some companies do 100% inspection, while others do random inspection, even though 100% inspection does not necessarily guarantee a defect-free product. There are factories who believe in fabric inspection while others believe in cut parts inspection and each thinks theirs is the best system. While both systems have their pros and cons, Dr. Prabir Jana, Professor, NIFT, Delhi explains the appropriate fabric inspection that one should follow.
Fabric inspection can be done in different ways and at different stages; in some companies it is done at fabric store, in some at the cutting table while in others it is done after cutting.
Fabric inspection at store
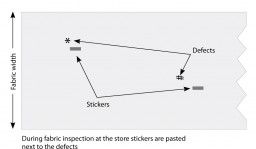
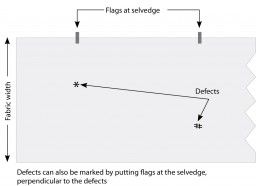
Fabric lot is received in the factories either in roll or metre fold form. The equipment or machinery used for inspecting the fabrics is a slanted table with lighting from top and bottom, having motorised or manual roll unwinding/winding, edge alignment and metreage checking. Once the defects are identified, the inspector pastes small stickers near the defect or flags the selvedge of the fabric perpendicular to the location of the defect. If one tries to cut and remove all defects at fabric stage then the one long fabric roll will be converted into several cut pieces of fabric, which will be difficult to spread and time consuming to cut. Also we need to remember some of the defects that fall into the dead area of marker, so the cutting and removing defects at fabric stage is not necessary.
Pasting stickers at the fabric inspection stage helps in easy identification of location of defects during the spreading. When the sticker is pasted near the defects and the fabric is in roll form, it is not possible to assess the number of defects in the roll. However, if ‘flagging’ is done at the selvedge, even in roll form one can assess the quality of the fabric roll by seeing the number of flags in a roll. Flagging at selvedge helps in physically sorting out the rolls with more defects and the ones with lesser defects during spreading.
While spreading, the rolls are first unwound, the spreaders note the extent of the defects and they decide whether to cut out the defects and splice the layer or allow the defects to be there and continue with the spreading and then cutting. Small defects (holes, slubs, etc.) are generally allowed to be present and only in case of larger defects (coloured patches, pattas, etc.) the fabric is cut out, defective portion is thrown out and the fabric is spliced. Small defects are generally allowed to be there because those defects may not be part of the garment component after cutting. A larger defect can fall into one or more garment components and therefore it needs to be removed during spreading. After cutting, only some of the cut components will have defects; these can be checked during the cut parts inspection and then removed and replaced.
Whatever the extent of fabric inspection, there may still be some components with fabric defects.
If one tries to cut and remove all defects at fabric stage then one long fabric roll will be converted into several cut pieces of fabric, which will be difficult to spread and time consuming to cut. Also we need to remember some of the defects that fall into the dead area of marker, so the cutting and removing defects at fabric stage is not necessary.
Cut parts inspection
Cut parts inspection is either done on a cutting table (after cutting) or during sewing. If cut parts are inspected on a cutting table then generally it is done after stickering/ticketing and 100% inspection is done of which only 5-10% of the cut parts may have fabric defect. During inspection, each cut component is lifted and re-laid which could disturb the stacking or alignment of the cut bundle. For certain types of fabrics which are loosely woven and/or dimensionally unstable in nature, this cutting table inspection is not advisable as it leads to distortion and/or fraying. Alternately the sewing operators may be instructed to carry out cursory checks during sewing. Although checking time is same in both cases but in later case re-stacking time is saved as well as fraying and distortion is minimized.
What are the various fabric inspection options?
Which option is appropriate in what situation? The more we unwind and rewind the fabric, the calendaring of the fabric is disturbed and may create distortion. After fabric inspection at store and after cut parts inspection at cutting table, we have to put back the fabric to its original position, whether in roll or stack form. This process is only possible with dimensionally stable fabrics. Moreover, here we are following three steps (unload, inspect and reload). If we combine fabric inspection during spreading and cut parts inspection during sewing, then the third step of reload, i.e. re-stacking the bundles after cut part inspection can be eliminated, thus enabling lesser handling of materials and saving time.
The number of defects in fabrics can also influence while choosing the right option. If the fabric quality is good and we know the chances of having a defect falling inside the cut component is say less than 5%, then one may follow either option 3 or option 4. However, if there are higher occurrences of defects in a particular fabric lot, and the chances of having a defect falling inside a cut component is say more than 10%, then one may follow either option 1 or option 2. This is due to the logistics of managing the spreading and sewing rather than only thinking about time saved during finishing. We need to remember when defect is found in any cut part by sewing operator, he/she needs to send the defective part back to cutting room. Cutting room people retrieve the correct end-bit from the sticker number in the defective component, re-cut the component and send it back. During this replacement process, a general practice is to put a hold on sewing of other (good) components having the same sticker number. More such defects can actually disturb the rhythm of operation in sewing line working in assembly line [either PBU (Progressive Bundle Unit) or UPS (Unit Production System)] and thus pre-inspection is preferred for uninterrupted flow of work.
Expertise of manpower required is another important criterion for choosing inspection at fabric stage, at store or at spreading table and sewing stage. It is common practice to follow a 4-point inspection at stores, thus either qualifying or disqualifying the rolls. Nowadays every big mill pre-inspects the fabric and sends fabric roll with their 4-point inspection reports. If the objective of inspection is to segregate fabric for rejection/disqualification then only inspection at store is justified, otherwise inspection and ticketing during spreading is equally effective.
Although it may seem that inspection of every component before sewing by sewing operators may increase the sewing cycle time substantially, however sewing of small parts may require none or negligible extra time than sewing standard minute value, only large part sewing may require extra inspection time in addition to sewing standard time (this is due to bigger area to be inspected away from sewing line).
Do product types influence which option to choose from?
Yes, component size and number of component in a style do influence in choosing the right fabric inspection option. Larger components, and those with lesser number of components in a style (for e.g. pyjama), may favour cut parts inspection over ‘inspection during sewing’ but smaller and more number of components in a style (for e.g. shirt) may favour ‘inspection during sewing’ over the cut parts inspection.
In some situations where fabric quality is very good, factories may completely skip the fabric inspection step and may directly follow cut parts inspection at cutting table or during sewing. Every organization should weigh what’s their priority and which one is costlier: inspector’s time or sewing operator’s time. The decision should reflect saving of overall cost while minimizing garment rejects. While a fabric inspector at store and a sewing operator may earn higher salary than the spreading operator or cut parts inspectors, switching options may cancel out one saving by adding another; therefore organizations need to weigh each option keeping everything in mind.
Post a Comment