At present there is a great range of approaches to training practiced by garment companies. It has been routinely observed that when teaching systematic training in garment factories, many managers and trainers find great difficulty in letting go of the past, i.e. traditional training, wherein trainees learn at their own pace and therefore learn to work slowly. This slow pace is imbibed automatically and becomes second nature to them. They learn generic exercises, then the operation.
On the contrary, in systematic training, the trainee never works without a target right from the very first time he uses a sewing machine. He is showed how low performing operators cost companies huge amounts of money, apart from holding up or damaging machines, repairs and rejects. Do not think that trainees are ‘cheap’. Factories sell production and its output is lost during training and retraining periods that is a far greater expense than salaries of the trainees!
Traditional exercises are to teach skills, not operations. Once skills are learnt, then operations can be attempted. In traditional training, the pace is slow and trainees get used to a slow pace. In systematic training, the trainee never works without a target, right from session one. With each exercise a definitive aim, method, time and quality targets are to be achieved where the methods are adopted from an operator who continuously achieved Quantity, Quality and Time (QQT).
Using a series of simple mathematical calculations, it can be easily proved that the cost of hiring two trainers for six trainees is much lower than the industry norm. Training cost comparison shows that adopting a systematic training approach gives a reduction of 70% in the cost of training operators and a 4-fold drop in the cost of training. As a positive offshoot, better-trained operators would have higher morale and produce fewer reworks. Secondly, sewing skills are to be built up sequentially, becoming progressively more and more difficult until all the skills necessary to complete the operation have been acquired. And once the operator learns to do the operation at a prescribed speed, only then should he/she be trained to do it accurately. The key to systematic operator training should be ‘Accuracy’ over ‘Speed’ and not the other way round, as is being followed traditionally.
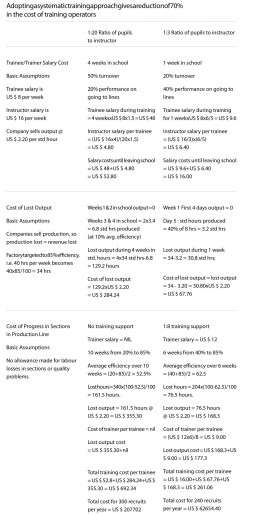
In a traditional training setup, trainer to trainee ratio is anything between 1:15 to 1:30. To teach method correctly to operators, the trainer to trainee ratio should be improved. Adopting systematic training with 1:3 trainer to trainee ratio can still give lesser cost of training which is explained in a table on the following page.
Training is an investment, with a pure and simple goal – Profit.
What needs to be remembered is that the trainer is also a trainee of sorts, in that he/she too requires the ability and aptitude to turn a novice into a professional.
Emphasis should be on imparting skills to the trainees, not operations that imply multi-skills and to achieve it, the most important tool with supervisors is the plain and simple stopwatch.
The training provision has to be flexible enough to train new recruits, replace losses, cater for expansion, reaching a level where the operator can cope with style or operation change, i.e. multi-skills. If a low performer is not delivering her QQT and she cannot cope, then before she is shown the door, the approach of assuming that she has a problem and helping her to overcome that problem should be taken. The training provision should be setup in a manner that enables it to help underachievers, thereby benefiting both employer and employee.
A factory of 500 direct operators with a 40% annual labour turnover of established operators would require 200 replacements in a year while considering that 50% of recruits leave within one month, 300 operators are recruited, or 6 per week.
Hire 2 trainers for 6 trainees!
The rationale behind his statement is simple. In the traditional or current scenario, there is only 1 trainer for 20 trainees. Each trainee gets 60/20 minutes, or 3 minutes per hour, i.e. 57 minutes to do it wrong, get bored and idle away! This is the prime reason for long training times, high turnover and low performance. However, in this radical concept of one trainer for 3 trainees, the trainee is to be brought up to approximately 50% skill level and deputed to work in the line on the sixth day. Here, on the line, another trainer was to take up and train eight such trainees, so that they quickly came up to the desired 85% level of expertise. It was all too obvious that the trainee was being trained both theoretically and practically – the stated aim of the training department. Thereafter, the trainee, barring exceptions, would go only one way – upwards!
The criterion to be applied is: Can they perform the exercise to the prescribed quality and time targets? If so, they are considered to be competent on that exercise and immediately pulled out at that stage itself and moved to the next stage and such capable performers ultimately form the core team in highly skilled operations.
Post a Comment